

 Дом
Дом



Санитарный трехходовой мембранный клапан с Т-образным соединением, сварное соединение, двойное уплотнение.
Санитарный трехходовой мембранный клапан с Т-образным соединением, сварное соединение, двойное уплотнение. Спецификация
Базовая информация
| Давление | Низкое давление |
| Направление потока | Многопортовый |
| использовать | управление потоком |
| Стандартный | DIN, ГБ, ANSI, BSW, JIS |
| Размер | 1"-4" |
| Максимальное рабочее давление | 10 бар |
| Максимальная рабочая температура | 130 Град С |
| Управляемый | Ручной и пневматический |
| сертификат | 3A/CE/FDA |
| Сфера применения | Аптека |
| поэзия | ЭПДМ/ПТФЭ/ЭПДМ+ПТФЭ/силикон |
| Транспортный пакет | Картонная деревянная коробка/фанерная коробка |
| Спецификация | CE, РОТС, SGS |
| товарный знак | ДОНДЖОЙ |
| Источник | Вэньчжоу, Чжэцзян, Китай |
| HS-код | 8481804090 |
| Производственная мощность | 5000 |
Описание продукта
Санитарный трехходовой мембранный клапан с Т-образным соединением, сварное соединение, двойное уплотнение.Спецификация
| Материал корпуса клапана: | СС316Л |
| Уплотнительный материал: | ПТФЭ + ЭПДМ (двухслойный)/ЭПДМ/СИЛИКОН/ФПМ (ВИТОН) |
| Максимальное рабочее давление: | 10 бар |
| Максимальная рабочая температура: | 130 Град С |
| Доступный размер: | 1"-4",Ду20-Ду80 |
| Доступное соединение: | Зажимное/сварное/резьбовое/специальное соединение |
| Доступно в стандартной комплектации: | 3А/БПЭ/ДИН/ИСО/ИДФ |
| Эксплуатируется: | Ручной, пневматический |
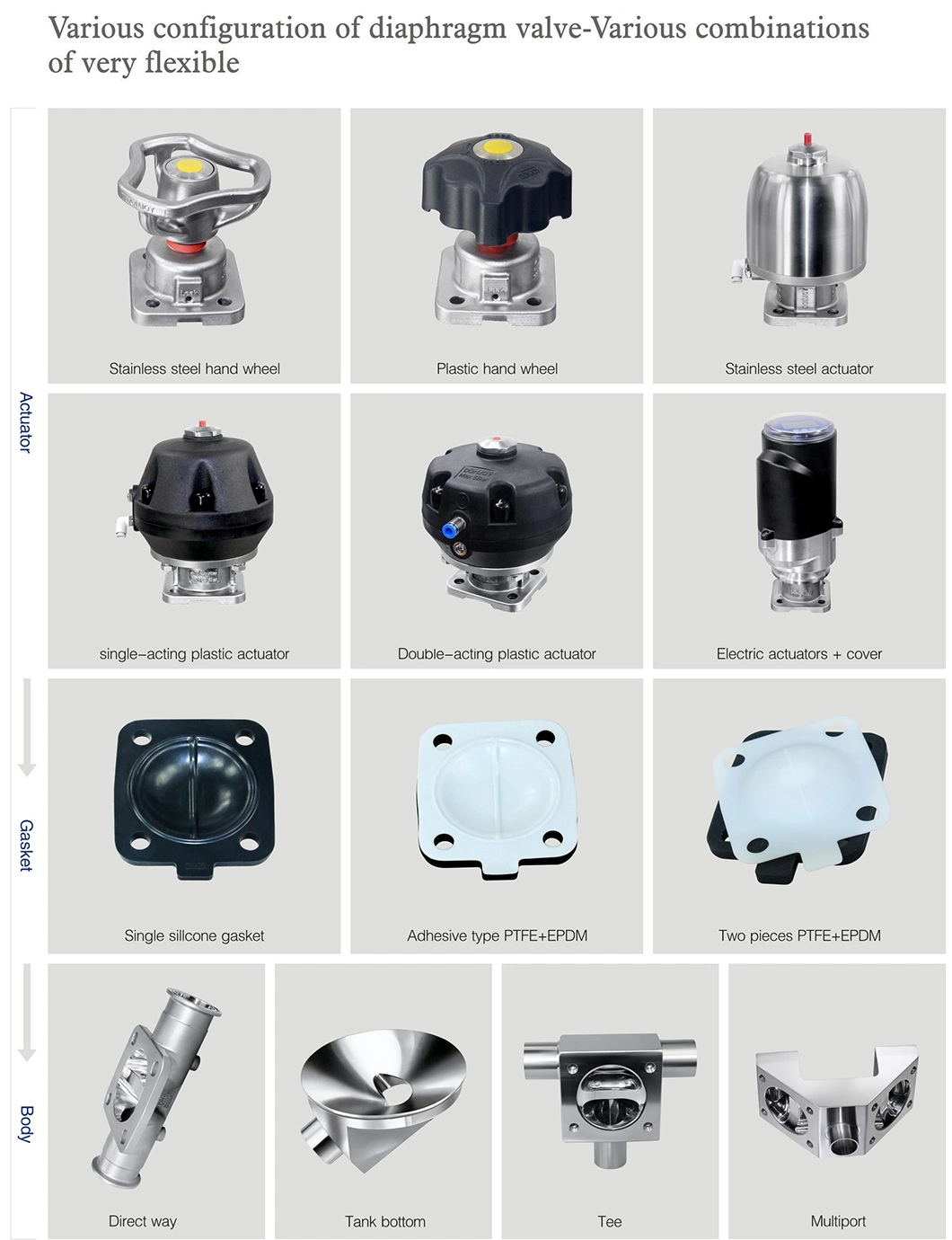
| Доступная структура: | Прямой, тройник, U-образный, дно бака |
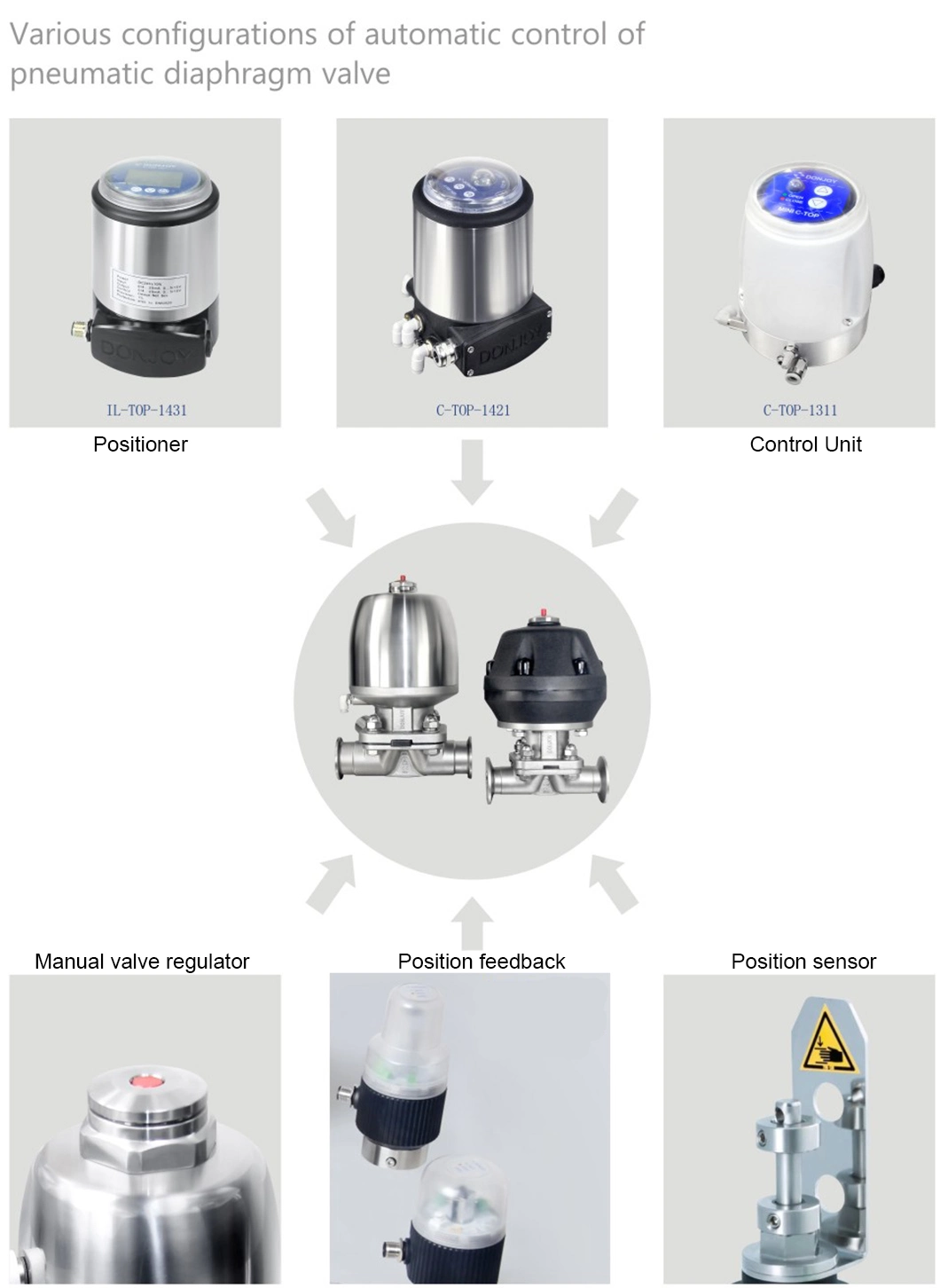
| Контроль: | Интеллектуальный позиционер клапана/управление C-TOP/датчик положения |
| Сертификат: | 3А/54-02 (1580), PED/97/23/EG, FDA.177.2600 |
| Область применения: | Молочные продукты, продукты питания, напитки, фармацевтические препараты, косметика и т. д. |
| Информация об упаковке: | Пузырчатая пленка для каждого клапана. Внешняя упаковка изготавливается из картонных или фанерных коробок. Или в соответствии с требованиями заказчика. |
| Детали Доставки: | Обычно в течение 20 дней после получения депозита T/T. |
Ковка заготовки корпуса выполняется куском слитка нержавеющей стали, что обеспечивает в процессе ковки вместе с высокотемпературной ковкой, за счет изменения формы экструзионной заготовки, за счет ковки после корпуса плотность выше, структура более однородная. ,отсутствуют песчинки и другие примеси. Затем в обрабатывающем центре происходит высокоточная обработка.
Литейное тело изготавливается путем формования модели из парафинового воска с пропиткой модели из парафинового воска в керамику, так что поверхность восковой формы всего тела может образовать слой прочной керамики. Растопите восковую форму, затем опустите ее в расплав раствора нержавеющей стали, после остывания сбейте внешний вид керамики, заготовку тела изготавливают.
Размер отливки очень точный, внешний вид гладкий, чистый и аккуратный.

Отправить нам